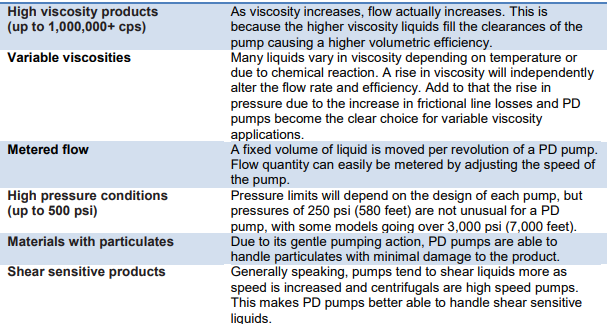
When would you choose a PD pump? Typically, PD pumps are selected for the following scenarios:


When would you choose a diaphragm pump?
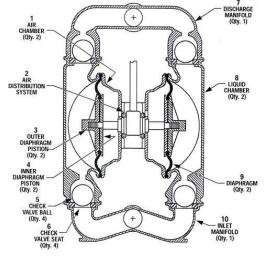
The compressed air design gives diaphragm pumps the ability to run without electric power. Otherwise, diaphragm pumps offer many of the same benefits of a traditional lobe-style PD pump. They have a low initial cost, are easy to maintain and simple to install. They can handle shear-sensitive products and have the ability to process delicate materials without damage to the product. Diaphragm pumps are self-priming with excellent flow rates. Common applications include ingredient unloading (tote or drum unloaders), filler feeding and batch metering processes.
 Diaphragm pumps:
Diaphragm pumps:
• have good suction lift characteristics
• are able to handle a wide range of pressures and can deliver flow rates up to 300 gpm, dependent on the effective working diameter of the diaphragm and its stroke length.
• have good dry running characteristics.
• can be up to 97% efficient.
• have good self-priming capabilities.
• can handle highly viscous liquids (up to 1,000,000+ cps). A viscosity correction chart can be used as a tool to
help prevent under-sizing AODD pumps.