Take a look behind the scenes of a Day in the life of a Control Systems Engineer – Raymond Bennett
What is a typical day for a control systems engineer at M.G. Newell?
My typical day revolves around project management from the controls perspective. I balance and manage multiple projects, all with unique challenges and constraints. This project management manifests in customer correspondence trying to determine the best solution for their needs, cooperating with internal team members to ensure that our approaches align constructively with one another to facilitate what our end user not only needs but also wants, and of course, what I love most, designing and creating unique solutions to unique challenges. When I am not waist-deep in project work, I spend any spare free time taking advantage of any trainings or research I can. Our industry is constantly evolving, and we as controls engineers must constantly evolve with it.
If someone is interested in becoming a control systems engineer, what is one piece of advice you’d give them?
Be Curious Always.
No degree is a good substitute for wanting to learn and know—every great engineer I have had the pleasure of working with has wanted to know. Having answers is never as good as being able to find the answers.

What is your favorite thing about your job?
I get paid to solve complex puzzles that change day by day and sometimes hour by hour. Every time I think I have seen it all, I am greeted with another new brain teaser. I also have the opportunity to collaborate with fellow engineers, technicians, and fabricators every day. Which enriches my life with fresh perspectives and valuable lessons that I would not otherwise encounter. Or in less flowery language, I get to do the work I love with people I like!
How long have you been a control systems engineer at M.G. Newell, and what education or background did you have to have to get this job?
I have been with Newell since November of 2024. Coming from a diverse background of manufacturing, robotics, machine vision, and controls that I believe aligned with our goal to venture into more non-process projects. Some of the other selling points that led to my hiring were less my technical capabilities. More so from my appetite for growth and continuous improvement. Originally went to school for film production but veered into electronics engineering technology shortly after starting my academic career. Because of how interesting I found the multidisciplinary curriculum. Academic pursuits with a bachelor’s degree in electrical engineering from FSU. I have consistently found that my associates have served me better from a practical standpoint,. But my bachelor’s has gifted me with boundless resourcefulness in the face of confusion.
For more information, visit our website: www.mgnewell.com and www.newellautomation.com.
 missing preventive maintenance steps. The pumps were able to perform, but damage was occurring causing inefficiencies and expense in the upkeep.
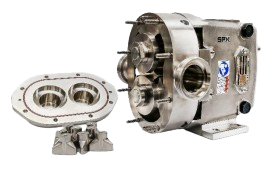
missing preventive maintenance steps. The pumps were able to perform, but damage was occurring causing inefficiencies and expense in the upkeep.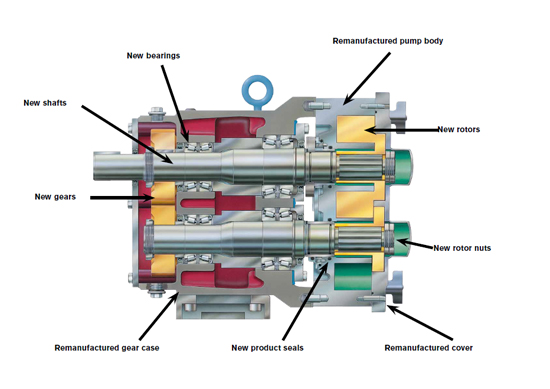 Therefore, when complete the pump is back to its original performance specifications and has a new 1-year warranty from SPX Flow. Due to the new oversized body, standard rotors are not used due to potential damage or failure of the pump. Also a pump can be remanufactured two times in its lifetime. Therefore cost of a remanufactured pump is approximately 75% of the cost of a new pump.
Therefore, when complete the pump is back to its original performance specifications and has a new 1-year warranty from SPX Flow. Due to the new oversized body, standard rotors are not used due to potential damage or failure of the pump. Also a pump can be remanufactured two times in its lifetime. Therefore cost of a remanufactured pump is approximately 75% of the cost of a new pump.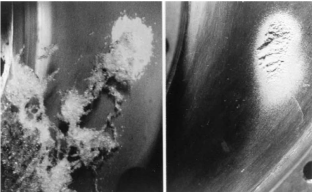 microscopic in size, but the cumulative effect of millions of pits over a period of time can destroy a pump impeller. Cavitation can also cause excessive pump vibration which damages bearings, wearing rings and seals.
microscopic in size, but the cumulative effect of millions of pits over a period of time can destroy a pump impeller. Cavitation can also cause excessive pump vibration which damages bearings, wearing rings and seals. 

 After one month, the customer loves the new process improvements. They are maintaining a more consistent flow rate of 80-110 gpm and lower pressures of 60 psi. Production increased by 26% with more consistent product and a quieter production area. Maintenance and downtime decreased by 30%.
After one month, the customer loves the new process improvements. They are maintaining a more consistent flow rate of 80-110 gpm and lower pressures of 60 psi. Production increased by 26% with more consistent product and a quieter production area. Maintenance and downtime decreased by 30%.





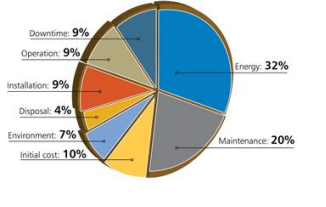
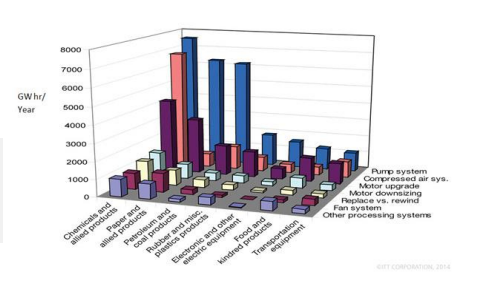 Most chemical plants are working to become more energy efficient. Companies are implementing energy management software, installing occupancy sensors throughout plants to help lower electricity bills, and even changing times of operation to use less power at peak load to avoid the associated higher rates. One of the best ways to save energy is to focus on motor-driven pumps.
Most chemical plants are working to become more energy efficient. Companies are implementing energy management software, installing occupancy sensors throughout plants to help lower electricity bills, and even changing times of operation to use less power at peak load to avoid the associated higher rates. One of the best ways to save energy is to focus on motor-driven pumps.