Operating away from the Best Efficiency Point
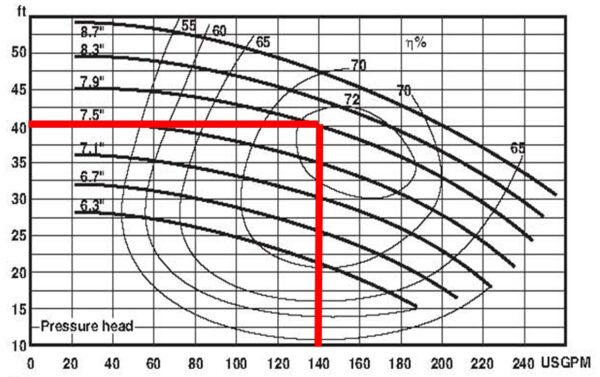
The most common pump in sanitary processes is the centrifugal pump. When selecting a pump, an engineer will refer to a pump performance curve. The Best Efficiency Point (BEP) is a term that identifies an operating region along the pump
performance curve. It is defined at the flow at which a pump operates at the highest or optimum efficiency for a given impeller diameter.
Operating your pump too far to the left or right of the BEP can increase your operating cost and reduce the life of your pump:
- Cavitation – caused by the formation of vapor bubbles which violently collapse, damaging impeller surfaces and reducing the
- time between repairs. It typically occurs when operating too far right of BEP. As the flow increases beyond the BEP, Net Positive Suction Head required (NPSHr) also increases. When this exceeds the Net Positive Suction Head available (NPSHa), cavitation occurs.
- Vibration – when pumps operate too far right of BEP, excessive vibration can occur. Some may be caused by cavitation. It may also occur due to higher bearing loads associated with the pump operating too close to shut-off conditions. The net effect – bending and damage to the shaft.
- Reduced bearing and seal life – Cavitation and vibration will increase your maintenance costs as seals and other internal components will wear and need to be changed more frequently. Rotor instability, shaft vibration and/or failure, and higher bearing temperatures all lead to premature breakdown of lubricants and seals.