Weights and Scales
The measurement of ingredients in processing is fundamental. And it is important that the accuracy of the measurement is fit for purpose. In other words, it meets the requirements of the application. However, every measurement is inexact
and requires a statement of uncertainty to quantify that inexactness.
Accurate measurement enables us to:
Maintain quality control during production processes
Calibrate instruments and achieve traceability to a national measurement standard
Develop, maintain and compare national and international measurement standards
Successful measurement depends on:
Accurate instruments
Traceability to national standards
An understanding of uncertainty
Application of good measurement practice
Weighing Scales are devices that we use to determine weight. And divide into two main categories: Spring Scales and Balance Beam Scales. Balance beam type scales are the oldest type. And measure weight using a fulcrum or pivot and a lever, with the unknown weight placed on one end of the lever. And a counterweight applied to the other end. Whenever the lever is balanced, the unknown weight and the counterweight are equal.
In the 1760’s, Spring Scales introduce as a more compact alternative to the popular steelyard balance. Spring scales work based on the principal of the spring. Which deforms in proportion to the weight placed on the load receiving end. Strain gauge scales became popular in the 1960’s and used a special type of spring called a load cell.
Strain gauge scales are the most common in today’s market. But we use electronic force restoration balances in laboratory and high precision applications. Whenever we discuss weights and scales, one question is “What’s the difference between accuracy and precision?”
For example, a scale with an IP-54 Rating is “Protected against dust and splashing water”. The “5” means that protection from dust is not totally prevented. But dust does not enter in sufficient quantity to interfere with satisfactory operation of the equipment. The “4” means water splashed against the enclosure from any direction shall have no harmful effect. The highest IP rating for a scale is an IP-69K Rating. Therefore, this rating means that a strong water jet directed at the sensor from 4 directions. Must not have any harmful effects. A jet nozzle at 0°, 30°, 60° and 90° to the scale on a rotating table at 176° + 8°F. 4-6 inches away at 1250-1500psi. The test time is 2 minutes.

 and CIP solution. As seen in the picture, their old submersible mixer and motors were struggling in this harsh environment. Therefore, Plant associates were servicing and often replacing the motors every few months. Our M.G. Newell sales associate recommended a motor from Stainless Motors, Inc (SMI). SMI is a US-based manufacturer of stainless-steel wash-down motors, gear reducers and
and CIP solution. As seen in the picture, their old submersible mixer and motors were struggling in this harsh environment. Therefore, Plant associates were servicing and often replacing the motors every few months. Our M.G. Newell sales associate recommended a motor from Stainless Motors, Inc (SMI). SMI is a US-based manufacturer of stainless-steel wash-down motors, gear reducers and  In our busy day to day operations, we sometimes lose sight of the time
In our busy day to day operations, we sometimes lose sight of the time 
 mechanical force and converts the energy of a force into a digital or analog measurable output. The force applied to the load is proportional to the strength of the output. A load cell can use different methods to translate force into a weight measurement. This paper will cover designs according to the type of output signal generated – hydraulic, pneumatic and strain gauge. The most common load cell used in industrial weighing are strain gauge load cells.
mechanical force and converts the energy of a force into a digital or analog measurable output. The force applied to the load is proportional to the strength of the output. A load cell can use different methods to translate force into a weight measurement. This paper will cover designs according to the type of output signal generated – hydraulic, pneumatic and strain gauge. The most common load cell used in industrial weighing are strain gauge load cells.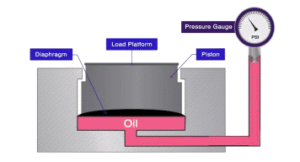
 heavy the
heavy the 
 Determining which load cell your
Determining which load cell your  were erratic and they were having to start and stop the process manually. The process was so troublesome that the brewer was intentionally overfilling kegs just to make sure they were not shorting their customers. The brewer was getting an ‘Error 900’ message, but after scouring their paperwork and the internet, no one could find that error message ANYWHERE! The kegging system was a European system with a European flow meter. The brewer was resigned to the fact that he was going to have to pay a technician to come from Europe to help identify and fix the flowmeter.
were erratic and they were having to start and stop the process manually. The process was so troublesome that the brewer was intentionally overfilling kegs just to make sure they were not shorting their customers. The brewer was getting an ‘Error 900’ message, but after scouring their paperwork and the internet, no one could find that error message ANYWHERE! The kegging system was a European system with a European flow meter. The brewer was resigned to the fact that he was going to have to pay a technician to come from Europe to help identify and fix the flowmeter. 


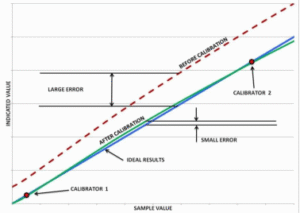 “Ideal Results”. However, without calibration, an actual product may produce test results different from the sample value, with a potentially large error. Calibrating the product can improve this situation significantly. During calibration, the product is “taught” using the known values of Calibrators 1 and 2 what result it should provide. The process eliminates the errors at these two points, in effect moving the “Before Calibration” curve closer to the Ideal Results line shown by the “After Calibration” curve. The error has been reduced to zero at the calibration points, and the residual error at any other point within the
“Ideal Results”. However, without calibration, an actual product may produce test results different from the sample value, with a potentially large error. Calibrating the product can improve this situation significantly. During calibration, the product is “taught” using the known values of Calibrators 1 and 2 what result it should provide. The process eliminates the errors at these two points, in effect moving the “Before Calibration” curve closer to the Ideal Results line shown by the “After Calibration” curve. The error has been reduced to zero at the calibration points, and the residual error at any other point within the
 standard is within its calibration interval and the unique identifier is recorded on the applicable calibration data sheet when the instrument calibration is performed. Additionally, when test standards are calibrated, the calibration documentation must bereviewed for accuracy and to ensure it was performed using NIST traceable equipment. M.G. Newell offers a variety of calibration services that keep your operations consistent and cost effective. Contact your local account manager for rates and plan options.
standard is within its calibration interval and the unique identifier is recorded on the applicable calibration data sheet when the instrument calibration is performed. Additionally, when test standards are calibrated, the calibration documentation must bereviewed for accuracy and to ensure it was performed using NIST traceable equipment. M.G. Newell offers a variety of calibration services that keep your operations consistent and cost effective. Contact your local account manager for rates and plan options.