Are you looking for an efficient and cost-effective method for heating water? Whether a central hot water system, a hose station, a tank or a CIP system, the right heat exchanger can provide on-demand hot water at a precise temperature with no energy loss and within a small footprint.

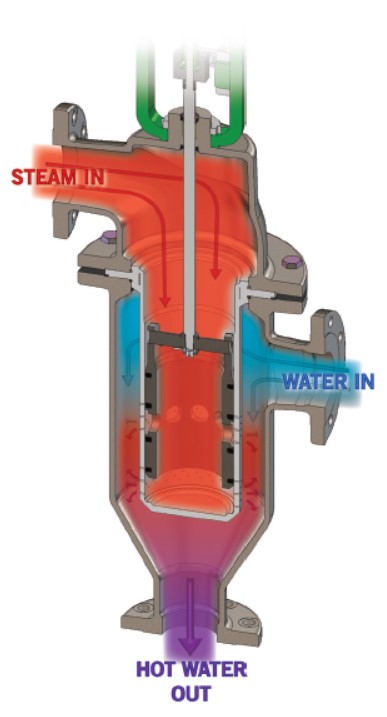
Hydro-Thermal’s EZ heater systems use Direct Steam Injection (DSI) heat
exchangers for perfect water temperature control. DSI heat exchangers are essentially 100% efficient, delivering up to 25% energy savings and achieving a rapid ROI. They are easy to install and are simple to operate. Hydro-Thermal heaters have a strong reputation for best-in-class reliability and minimal unplanned maintenance. The EZ Heater can maintain +/- 1F precision, enabling consistent process temperatures and production capabilities. This gives you efficient and cost effective heat control from your heat exchanger and the perfect water temperature.